|

Institut des Techniques
d2ngenieur de l2ndustrie
Aboubakry M'baye Promotion 17

Date : 03/11/2006
|
Immersion au sein d'une entreprise
industrielle
|
Type de rapport : mise en situation industrielle
Niveau de diffusion : public

SOMMAIRE
Introduction....................................................................................................
p1
I. Connaissance generale de l'entreprise
....................................................... p2
A. Contexte de l'entreprise
............................................................................
p2
B. Fonctions de l'entreprise
...........................................................................
p4
C. Culture d'entreprise
..................................................................................
p7
II. Connaissance de la production
.................................................................. p8
A. Organisation de la production
....................................................................
p8
B. Produit et process
.....................................................................................
p8
Conclusion.......................................................................................................
p14
Bilanpersonnel
...............................................................................................
p15
I NTRODUCTIO
Il y a différents objectifs a atteindre. Tout d'abord,
au niveau de la connaissance générale de l'entreprise TI
Automotive France. Le premier objectif est de présenter l'entreprise
sous forme d'une fiche d'identité, a partir d'un ensemble de
données générales. Le second objectif consiste a
réaliser deux schémas hiérarchiques et fonctionnels
permettant d'identifier les rapports et interactions entre la fonction de
production et les autres. Le denier est de démontrer une valeur
spécifique de l'entreprise.
Les autres objectifs a atteindre sont au niveau de la
connaissance de la production. Plus précisément, la connaissance
de l'organisation de la production et la connaissance de ses produits et
process.
I. Connaissance genera(e de ('entreprise A. Contexte de
l'entreprise
Produits : TI Group Automotive Systems est une firme
internationale, fournisseur de systèmes complets de transfert de fluides
pour carburant, frein et environnement.
TI Automotive France realise principalement des tubes destines
aux circuits de freinage. Ils sont produits, selon les exigences du client :
> la forme de cintrage : la forme finale du tube
souhaitée par le client ; > le diamètre : principalement 4.75,
6 et 8mm ;
> la nature : epoxy, zingue, nylon/zingue et PVDF
(polyvinyldifluoré) ; > la longueur.

Marches/Concurrents :
Les marches de l'entreprise :
> Europe Ouest/Est
> Chine et Amerique latine (client frangais Peugeot SA et
Renault SA) > Afrique du sud (principalement Toyota)
Les concurrents de l'entreprise :
> ITT COOPER : groupe international allemand
> BRAND BORU : entreprise Turque
> SANOH : entreprise Japonaise travaillant principalement pour
Toyota
Chiffre d'affaires : elle a realis*e un chiffre d'affaires
de 92,7 millions d'euros en 2005. Structure sociale : TI AUTOMOTIVE
Nazelles est une SAS au capital de 418 080 Euros.
Personnel sur site : il y a 446 personnes qui travaillent
sur le site de Nazelles. La répartition de l'effectif, selon les
qualifications, dans l'entreprise se fait de la maniere suivante :

Ouvriers
spécialisés:
11%
Agent de
maîtrise: 5%
Techniciens:
9%
Employés: 3%
Ouvriers
qualifiés: 64%
Cadres: 8%
La place du site dans l'organisation générale
: en France, TI Automotive comprend 5 unités réparties selon
la carte ci-dessous :

TI Nazelles est le site principal puisqu'il réalise la
fabrication et la transformation du tube. Les autres sites sont des satellites
placés a proximité des usines Peugeot SA et Renault SA. Ils
assurent la mise en forme et le conditionnement.
Ils apportent une grande réactivité et un
support au client du fait de leur proximité. Leur flexibilité
leur permet de réagir rapidement, ce qui est nécessaire lors de
livraisons en flux tendus.


B. Fonctions de l'entreprise
Schema de liaison hierarchique Direction
System Plant


Process Plant


Au plus haut niveau de la hiérarchie, on a M.
Jean-Frangcois Denis. Au niveau inférieur (n1), on retrouve M. Brunet,
M. Croguennoc, M. Blond, M. Nouacer, M. Mosnier, M. Lamande et M. Bouchacourt.
Mme Hebras est l'assistante de direction.
Quand au niveau inférieur suivant (n-2), j'ai
décidé de ne représenter en détail que les niveaux
hiérarchiques en dessous de M. Lamande et M. Croguennoc responsable
respectivement des secteurs production et transformation (secteurs les plus
importants).

Schema de liaison fonctionnelle
Direction


System Plant


Process Plant


La gestion de l'entreprise est assuree par le directeur generale.
Il est assiste par son assistante de direction. L'entreprise est subdivisee
ensuite de la maniere suivante :
v Service financier
v System plant
v Service achat
v Qualite/securite/environnement
v Ressources humaines
v Process plant
v Service commercial
Le secteur production de l'entreprise est compose du process
plant et du system plant. Ces derniers sont en constante liaisons avec les
autres services sur :
> la gestion de la main d'oeuvre ;
> les budgets et projets ;
> les demandes d'achats et commandes ;
> l'application de la qualite ;
> le respect de la chartre securite et environnement.
Le system plant est le secteur de transformation du tube. Il
se situe dans le flux de production entre le secteur production et les
expeditions. L'activite de ce secteur est la transformation de tubes droits en
differentes longueurs avec des composants et des embouts.
Le process plant est le secteur de realisation du tube. On y
fabrique des tubes droits, de differents diametre et avec un revetement
special.
C. Culture d'entreprise
Une valeur specifique de l'entreprise : la qualite
TI Automotive, fabricant des composants de securite pour
automobile, se doit de livrer ses clients a temps. Afin de progresser sur le
march*, elle se doit aussi de repondre aux besoins du client en termes de
qualite, coits et d*lais.
La politique qualite de l'entreprise s'appuie sur une demarche
volontariste d'accroissement des competences et d'optimisation du management du
personnel.
La qualité engage aussi a maitriser les coits des la
conception des produits et rocess. La politique, construite sur l'utilisation
de nombreux outils, a pour objectif d'alimenter le processus
d'amélioration continue.
II. Connaissance generale de la production A.
Organisation de la production
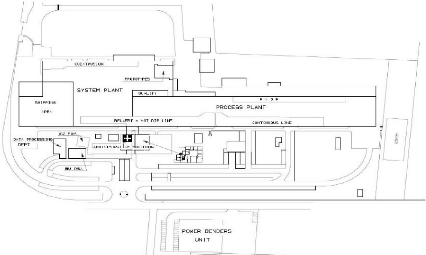
La superficie de l'atelier de Nazelles est de 45 000
m2. L'atelier est séparé en 2 parties principales qui
sont les UAF (Unité Autonome de Fabrication). Il y a d'un
côté l'UAF production et de l'autre l'UAF transformation.
. Produits et process
Process de production d'un tube hvbride :
Le tube est fabriqué a partir d'un feuillard en acier
doux recouvert d'une ou deux couches fines de cuivre pour le brassage des
tubes. Le feuillard est ensuite placé dans un support pour etre
déroulé.

A gauche le support du feuillard, a droite le feuillard
Le feuillard subit une premiere transformation : l'enroulage,
grace a une machine de mise en forme du tube. Cette operation consiste a
realiser un double enroulement autour d'un « swimmer » (tige d'acier
avec calibreur pour le diametre interieur). Un feuillard permet de produire
jusqu'à 3 kilometres de tube.

Machine de mise en forme du tube
A la sortie de l'enrouleuse, le tube est forme. Il ne reste
plus qu'a effectue la soudure, pour cela on soumet le tube a une forte
temperature. Mais avant cela, il est enduit d'une laque bitumeuse afin
d'ameliorer le brasage (cette operation s'appelle le coating).

A gauche les rouleaux de coating et a droite le four de
brassage
La temperature de chauffe dans le four est d'environ
1100°C, ce qui permet de braser l'enroulement du feuillard. Les brasures
apparentes a l'interieur et a l'exterieur du tube sont appelees coutures.
Apres la sortie du four de nombreux contrôles de
conformite sont effectues sur le tube par l'intermediaire d'un champ magnetique
a courant de Foucault. Si le champ magnetique est coupe ou devie, cela signifie
que le tube comporte un defaut (ex : poche d'air entre les deux epaisseurs de
feuillard...). Le tube est marque puis elimine.
Ensuite, le tube subit un traitement chimique de galvanisation
qui consiste a deposer une couche de zinc qui permet de le proteger contre la
corrosion. Ce revetement protecteur (en zinc) est depose electrolytiquement en
continu sur une epaisseur moyenne de 25 microns.
Apres l'etape de galvanisation, le tube est recouvert de son
revetement. Il existe 3 revetements principaux. Ils vont avoir une incidence
sur la resistance aux chocs, aux frottements et a la temperature :
- l'époxy (vert ou noir): revetement de base qui est
plutôt fragile en cas de choc mais resiste particulièrement bien a
la temperature. Etant le revetement de base, il est maintenant peu coOteux a
produire.
- le PA (ou NyZn) : c'est un revêtement recent qui est
en nylon et zinc, ce qui le rend plutot resistant aux projections de graviers,
aux frottements, ainsi qu'a la corrosion, comparativement a l'epoxy qui
necessitait des gaines plastiques dans ces cas-la. Il est par contre moins
resistant a la temperature que l'epoxy. C'est un nouveau produit qui a ete
propose au client et qui s'inscrit donc dans la demarche commerciale qui vise a
proposer des produits toujours plus performants au meilleur prix.
- la jacketting : revêtement plastique extrude qui est
rajoute en plus du revêtement epoxy ou PA. Sa resistance au gravillonnage
lui vaut une application sur des tubes pour vehicules tous-terrains.

Tubes recouverts d'éDoxv
Le tube est ensuite enroule sauf le tube epoxy car il
casserait : les enroulements sont appeles coils. Les coils sont ensuite emmenes
soit directement en livraison, soit diriges vers le secteur de
transformation.
Il se situe dans le flux de production entre le secteur
production tube, et les expeditions. L'activite de ce secteur est la
transformation du tube droit en differentes longueurs avec des composants et
des embouts.
Maintenant que le tube est fabrique, on procede a sa
transformation. Pour cela, le tube est coupe avec des machines de coupes puis
emmene vers les transferts. C'est le nom que l'on donne aux machines qui
transforment le tube.
Le tube hybride, grace a sa canalisation flexible en acier
inoxydable tresse offre une performance superieure et facilite l'assemblage de
certaines applications comme les ABS du fait de sa flexibilite.
Composition d'un tube hybride :
· 1 tube long et 1 tube court : ils comprennent un
système epanoui, un raccord a une extremite (pour la fixation et
l'etancheite), et des upsets (deformation locale du diametre pour assurer
l'etancheite) qui permettent le sertissage de la bague a l'autre extremite.

Un tube droit embout C99 a gauche avec son raccord et embout
C04 a droite.
· 2 bagues : une fois serties sur les upsets de chaque tube
droit, elles permettent le maintien et l'etancheite du flexible entre chaque
tube.

Une berue
· 1 flexible : il permet d'absorber les vibrations et le
bruit mais il assure egalement une resistance exceptionnelle aux chocs, a la
chaleur, a la pression et aux produits chimiques.

Un flexible
· 2 bouchons : une fois le tube assemble, il reste a poser
un bouchon a chaque extremite pour proteger l'epanoui.
Etapes de transformation du tube hybride en produit fini :
ü Etape 1 : la coupe
Les tubes passent par une machine de coupe pour etre mis a
longueur.
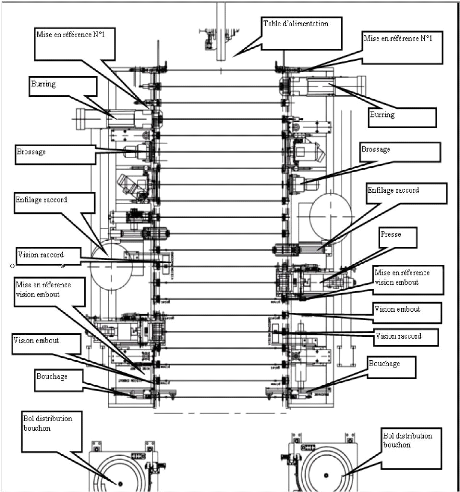
ü Etape 2 : transferts hybrides droits
Chaque tube passe par un transfert oa l'on va realiser toutes les
etapes de transformation du tube droit a savoir :
- le brossage de l'embout : suppression du revetement a
l'extremite du tube ;
- le burinage de l'embout : mise a la cote interieure et
exterieure ainsi que chanfreinage de l'embout du tube ;
- l'enfilage des raccords filetes ;
- le matrigage : c'est l'operation de formage des epanouis qui
assurent une liaison etanche avec les recepteurs.
Ci-dessous un schéma retracant les différentes
étapes :
Burring : action qui consiste a supprimer, de donner une
forme au bout du tube. Brossage : on supprime sur quelques millimetres
la surface du tube.
Epanoui : forme finale en bout du tube.
ü Etape 3 : assemblage hybride Tous les elements
composant le tube hybride sont assembles et testes a haute pression.

Un tube hvbride assemblé
ü Etape 4 : cintrage
Le tube arrive sur une machine de cintrage a commande numerique
qui va donc realiser le cintrage de celui-ci en formant un certain nombre de
coudes a l'aide d'un bras manipulateur.

Un tube hvbride cintré
CO NCLUSIO
Les objectifs ont ete atteints. J'ai congu une fiche
d'identite a partir d'informations relevees par mes soins. De plus, j'ai
realise un organigramme de l'etablissement (en mettant tout particulierement en
evidence la fonction production) et aussi explique une valeur de
l'entreprise.
J'ai effectue un descriptif du process de production, a partir de
renseignements pris aupres du personnel de l'entreprise.
Bilan personnel
Cette premiere sequence en entreprise m'a permis de dialoguer
avec un certain nombre de service, au sein de l'entreprise, afin de pouvoir
realiser ce rapport. En effet, j'ai du entreprendre des demarches pour
recueillir des informations. J'ai etait en contact avec les services des
ressources humaines, logistique et production.
J'ai pu approfondir mes connaissances sur l'organisation de
l'entreprise ainsi que sur sa production.
|
Mots clé (maximum 6 mots clés)
|
|
Production Qualité Innovation Sécurité
Environnement
|
|
Résumé
|
|
Ce rapport contient une fiche d'identité de l'entreprise
TI Automotive ainsi
que deux schémas de liaisons hiérarchiques et
fonctionnelles de
l'établissement.
Il contient aussi une courte illustration d'une valeur
spécifique de l'entreprise "la qualité" et un descriptif du
Process de production.
|
| 

