INTRODUCTION
Les Zones Franches (ZF) participent d'une manière
significative dans le commerce extérieur de Madagasikara. Aussi bien
dans les exportations que dans les importations, leur part est
prépondérante19.
D'autre part, Madagasikara bénéficie de
plusieurs avantages, notamment les accords internationaux comme l'accès
privilégié aux marchés européens (Accord de Cotonou
et initiative Tous sauf les armes) et américains AGOA (Africa Growth
Opportunity Act). De plus, le pays bénéficie des avantages
d'intégration régionale dans le cadre de la COMESA et du
SADC[4].
La société Floreal Knitwear SA, implantée
dans l'île depuis 1989 faits partie du groupe Ciel Textile
délocalisé de l'Île Maurice, joue un rôle primordial
dans le système. Aujourd'hui, à Madagasikara, elle est
composée de trois sociétés localisées à
Antananarivo respectivement à Andraharo (usine I), Ankorondrano (usine
II), et à Tanjombato (usine III).
Selon Mucchielli, la compétitivité d'une
entreprise exprime ses performances à long terme, c'est-à-dire sa
croissance[3]. Actuellement, les consommateurs (européens et
américains) sont attirés par les produits de gamme, notamment les
produits manufacturiers de bonne qualité.
C'est sur cette vision de la qualité que nous avons
fondé notre thème de mémoire intitulé : «
Tension du fil sur métier rectiligne manuelle à double
fonture ».
L'objet de la présente étude est
d'appréhender et de cerner la matière première du
tricotage (le fil) et le principe même d'un métier à
tricoter. La décomposition et l'analyse de ces matériaux et de
ces machines constituent une étude préalable indispensable. Dans
notre cas, le travaille acquiert une notion plus étendue et plus
complète car nous considérons chaque composante comme une
variable maîtrisable. Une première étape de l'étude
concerne l'étude en détail de la composante fil (densité
linéaire, titrage, torsion, diamètre) ensuite nous allons nous
concentrés sur le métier et le fonctionnement de ses
différents accessoires. Une deuxième étape s'oriente vers
la conception d'une maille et la dynamique de sa formation. Une
troisième étape se concentre sur le réglage de la machine
à l'issu de laquelle nous allons recommandés une nouvelle
approche sur l'accommodation et l'uniformisation des réglages/calibrages
des machines.
PREMIÈRE PARTIE:
Etude bibliographique concernant le fil et
le métier rectiligne manuel à double
fonture
Première chapitre : Caractéristiques des
fils utilisés pour le tricotage
L'industrie textile transforme diverses matières
premières pour fabriquer des fils. C'est une chaîne complexe qui
comporte des maillons allant des matières premières, les fibres
(naturelles ou synthétiques), en passant par les fils, les tissus, les
tricots, l'anoblissement, la confection et la distribution.
La fibre textile est le point de départ de la
création de toutes les surfaces textiles, au moyen de techniques
conventionnelles (tissage et tricotage en particulier) ou au moyen de
méthode plus modernes comme le non tissé par exemple. Les fibres
sont classifiées selon leur composition, élaboration, origine et
leur famille[24] (Annexe I : Diagramme de classification des
fibres).
La société Floreal Knitwear S.A. Madagascar
utilise, en grande partie, des fibres en laine (Lambswool, Mérinos,
Shetland, etc.), en cachemire et en coton. Elle s'approvisionne en fibre dans
le monde entier (Inde, Chine, Italie, Île Maurice). Son plus grand
fournisseur en laine et ses dérivés est la société
Ferney Spinning Mills Ltd (F SM) de l'Île Maurice qui fait partie du
groupe Ciel Textile. La société s'approvisionne en Inde pour le
coton et en Chine pour le cachemire (Annexe II : Tableau
récapitulatif des Fournisseurs en fil de Floreal Knitwear
Madagascar).
Dans le but d'améliorer la qualité du produit
fini dans une entreprise manufacturière de confection maille il est
important de maîtriser la connaissance des caractéristiques du fil
utilisé et en particulier sa tension.
I- Densité des fibres dans un fil
Dans la fabrication d'un fil, ce sont les fibres qui sont ses
principales composantes[5]. Néanmoins, des espaces «
vides » remplies d'air sont présentes dans la structure du fil. Par
conséquence, la densité du fil est déterminée par
la fraction ? définie ci-après[8] :
?=

Vf
Vy
où,
- Vf : volume des fibres dans le fil ;
- Vy volume du fil (y compris le volume de la fibre et
de l'air contenu dans le fil).
Appelée aussi garniture
d'étanchéité[2], si cette valeur en avoisine
0.5, il y a autant de vide dans le fil que de fibre[8].
L'étanchéité a une impacte directe sur la
propriété du fil donc du tissu produit avec cette
fibre[12]. Ceci à une grande influence sur le
confort[8-2-12-1]. En général, le confort est
conditionné par les deux grandeurs suivants : le « touché
» et le « pouvoir adiabatique / pouvoir absorbant » du
produit[2]. En effet, la conductivité thermique de l'air est
huit fois moins que celle du fibre (conductivité thermique de l'air :
6.1 0-5 cal . sec-1 . cm-1 . °C-1)[
8] . En outre, la densité d'un fil influence aussi sa
stabilité dimensionnelle, sa résistance à la rupture, son
allongement, sa flexibilité, sa perméabilité à
l'air[1-26].
II- Titrage
Dans la pratique, le titre d'un fil permet de
déterminer la dimension du fil[l1]. En d'autre termes, il
caractérise la finesse du fil[13]. Deux systèmes de
mesure sont utilisés pour le titrage du fil[8] :
- le système direct : le titre est
représenté par le poids par longueur de fil. Le titre universel
pour le système direct est le « Tex » traduit par le poids en
gramme de 1km de fil. Singulièrement, le denier est utilisé pour
les fils continus comme la soie. Il est défini par le poids en gramme de
9.000m de fil.
- le système indirect : dans ce cas le titre du
fil est exprimé en « longueur » par « une unité de
poids ». Pour les fils en fibre de coton, le « English » ou le
« Cotton count » est utilisé. L'unité de longueur pour
le Ne est l'écheveau ou hank équivaut à 840yds et
l'unité de poids est de 1lb. Normalement, le Ne est définie par
le poids de 120yds de fil. Pour les fils en fibre de laine, deux types de
système indirect sont communément utilisés : le lainage
(woolen system) et le laine peignée (worsted system) où
l'unité de longueur est de 560yds est l'unité de poids est le
livre. Le lainage est subdivisé en deux sous systèmes : l' «
American cut » où l'unité de longueur utilisé est de
300yds cut et l'unité de poids est le livre ; l' « American run
» où l'unité de longueur utilisé est de 1 00yds et
l'unité de poids est l'once.
Tableau n°1 : Tableau de conversion de titrage
|
De
|
à
|
Formule
|
|
Tex
|
Denier
|
9×Tex=Denier
|
|
Tex
|
English ou cotton count (Ne)
|
590 . 5 = Ne
|
|
Tex
|
|
Tex
|
Métrique (Nm)
|
1,000
= Nm
|
|
Tex
|
|
Ne
|
Denier
|
5 ,3 1 5
Denier
|
|
Ne =
|
|
Ne
|
Métrique (Nm)
|
Ne Nm
=
|
|
0 . 5 9
|
|
Ne
|
Grains/yds
|
0 . 3 3 Grains /
|
|
= yds
Ne
|
|
Grains/yds
|
Kilotex
|
Grains/ yds×0.0708=kilotex
|
Source : Dr. Yehia El Mogahzy (Understanding the
Fiber-to-Yarn Conversion System)
Cependant, les fils utilisés pour le tricotage sont, en
général, des fils retords avec un nombre de brin supérieur
ou égale à deux. Ces fils sont obtenus en assemblant deux ou
plusieurs fils simples obtenus par torsion[13]. Ce qui
nécessite une attention particulière sur le calcul de sa
densité linéaire.
|
Ne1 ou Tex1
|
Ne retord ou Tex retord
|
|


Ne2 ou Tex2
Figure n°1 : Fil retord avec deux brins
(Source : Auteur)
Le titrage de ce type de fil à retord avec deux brins est
le suivant : - en utilisant le système direct :
Titre du fil retord = titre fil simple 1 + titre fil
simple 2 Exemple (Tex) : Texretord = Tex1 +
Tex2
- en utilisant le système indirect :
Titreretord Titre Titre
1 2
Exemple (Ne) : 1 1 1
Nretord = Ne + Ne
1 2
Remarques :
Pour les fils retords il faut tenir compte de la variation de
titrage ou le « Count Variation »[ 5-8-27] . En effet, quand deux
fils ont subit un retordage, l'un d'eux est contraint à une contraction
ou une augmentation de longueur suivant la direction de la torsion
appliquée[5].
Une variation trop importante nuit à la qualité
du produit entraînant une irrégularité considérable
du fil, une variation sur le poids du produit fini et une variation sur le taux
d'emport de la teinture qui se traduit par un effet
barré[5-8]. La variation de titrage est définie comme
suit[8-2-12] :
|
C. =°
Vcount x 100
'u
|
où C.V count est la coefficient de variation du titrage
du fil (tableau de la coefficient de variation d'une titrage dans une bobine en
Annexe III) ;° est la déviation standard ; 'u est
la valeur moyenne des titrages
|
|
Il faut noté que dans certaines annotations,
spécialement pour les fils à tricoter à usage domestique,
on utilise le « Ply » une annotation européenne ou les 6
catégories d'annotation Américaine : Baby weight ou fingering
weight, sport weight, double-knitted weight, worsted weight, chunky weight et
le Bulky weight.
III- La torsion d'un fil
La torsion ou le doublage accroît la résistance et
la cohésion d'un fil[13-12]. La torsion est
caractérisée par trois grandeurs : son sens, son intensité
et le facteur de torsion[5].
1) Sens de torsion
Dans la méthode conventionnelle, la torsion suit deux sens
: le sens Z et le sens S.
|
Figure n°2 : Sens de la torsion d'un fil
|
|
2) Intensité de torsion
La géométrie de la torsion dans un fil peut
être schématiser comme suit :

r
l
h
h
Ö Ö
L
R

2 H r
l
Ö
h

L
h
Figure n°3 : Conception géométrique de
l'intensité de torsion (Hearl et al, 1969)
L'intensité de torsion est évaluée par le
nombre de tours par unité de longueur d'un fil[26]. A titre
d'exemple, citons la conception géométrique d'un fil à
section circulaire de Hearl et al. indiquée par la figure ci-dessus. En
se basant sur ce model, la longueur d'une torsion de fil est donnée par
la relation :
h 1
=
T
où T est l'intensité de torsion
exprimé par le nombre de rotation par unité de longueur.
En utilisant la surface externe du fil, nous pouvons tiré
la relation suivante :
L2 =h2+4Ð2R 2
2 Ð R
où tg = Ð
á = 2 RT
h
avec : R, le rayon du fil ; L, la longueur du
fibre sur la surface du fil et l'angle á est la
valeur de l'angle de torsion.
Dans un cas général, en se référant
à une couche concentrique du fil de rayon r nous pouvons
retenir le rapport suivant :
l2 = h2 + 4Ð2r
2
Ð
où rT
2
r
Ö = 2
tg = Ð
h
avec Ö est la valeur de l'angle hélicoïdale
des couches des fibres, et l est la longueur de la fibre. Ce
théorème nous révèle que la valeur de l'angle
Ö est nulle au centre de la fibre et a sa valeur maximale à la
surface externe du fil. En d'autre termes, les fibres, au centre du fil sont
droites et les fibres à l'extrémité du fil sont les plus
inclinées[8-12-26].
3) Facteur de torsion[8]
Comme nous venons de décrire, l'angle de torsion
á est fonction de l'intensité de torsion (T) et du
diamètre du fil (R). Le facteur de torsion qui mesure la torsion tient
compte du diamètre du fil et de l'intensité de torsion de se
fil[5-8].
Théoriquement, ce facteur de torsion ou le « Twist
multiplier » (TM) est défini par l'équation suivante :
TM = ×
ñ
= T
K0
tg á
×

poids
UL

où : ñ est la densité
volumétrique ; Ko est une constante ; UL est l' « unit
length » ou
unité de mesure.
En d'autre terme, en utilisant le titrage conventionnel tex et
Ne, le TM s'écrit :
TM= TPI
Ne
TM=TPC× tex ou

avec TPC est le tour par centimètre et le TPI est le tour
par inch.
En effet, les fils utilisés pour le tricotage sont
généralement composés de deux ou plusieurs
brins[8-26-13-16]. Ainsi, les brins sont tordus ensemble en leur
conférant une torsion pour former le fil. C'est le procédé
de « doublage » qui s'effectue en deux phases. Tout d'abord, on fait
le « plying », ensuite le « twisting » ou le tordage
proprement dite[26]. La figure ci-dessous illustre deux types de fil
retordent à deux brins.

a b
Figure n°4 : Fil à retord composé de
deux brins (a) et fil couvert (b) Source : Textile Finishing
Encyclopedia II
4) L'importance de la torsion du fil
Comme nous avons fait mention antérieurement, la
majorité des fils utilisés pour le tricotage sont des fils
composés de deux ou plusieurs brins (« ply »). Dans la
pratique, le sens de la torsion d'un fil est un facteur très important
quand deux brins sont tordus pour former un fil[16].
Premièrement, le sens de rotation influe sur la finesse du fil. En
effet, quand un fil est tordus suivant Z il en résulte une contraction
du fil produite. Dans le cas où S est appliqué à un fil,
il y a une légère augmentation de la longueur du fil. Le
degré de contraction ou de dilatation dépend de la valeur de
torsion appliquée au fil. Cette modification a une influence sur la
finesse du fil donc de son titrage.
En outre, la stabilité dimensionnelle et l'apparence du
tissu produit dépendent aussi de la torsion d'un fil et du sens de sa
torsion[2]. Ce problème est fréquemment
rencontré chez les tissus cotons tricotés avec un motif
jersey[8-2].
La résistance du fil est aussi fonction de
l'intensité de sa torsion comme montre la courbe suivant

Facteur de tension
Torsion optimum
Résistance à la rupture
Les fibres se cassent
Résistance au délassement
Les fibres se délassent
Figure n°5 : Relation entre la force du fil et sa
torsion[8-9-22]
En général, le degré de torsion d'un fil
est proportionnel à la tendance aux déformations dimensionnelles
(stabilité dimensionnelle) du produit[27]. Par
conséquent, il est primordial d'utiliser des fils moins tordus pour la
confection des tenues légères.
IV- Diamètre du fil
1) Formules pour le calcule de la diamètre du
fil8
Dans la pratique, le diamètre du fil est
évalué par des formules empiriques ; la plus utilisée est
celle de Peirce en 1937. Dans ce cas, la densité de fil est
supposé de l'ordre de 1.1 g/m2[3]. Des études
récentes, menées par EL Mogahzy et al. en 1993, a permis
d'établir une nouvelle relation permettant d'estimer le diamètre
des fils produits par « ring-spun », « rotor-spun » et le
« MJS air-jet spun ».
Tableau n°2 : Formules empiriques pour l'estimation
du diamètre d'un fil
|
Type de fil
|
Formule
|
Unité
|
Source
|
|
1
|
|
|
|
Ring-spun
|
d =
|
Pouce
|
Peirce (1937)
|
|
28 Ne
|
|
|
|
|
Ring-spun
|
d 1 . 592
= - 0 10284 +
.
|
mm
|
El Moghazy (1993)
|
|
Ne
|
|
|
|
|
Rotor-spun
|
d 1 .9 5 1
= - 0 16155 +
.
|
mm
|
El Moghazy (1993)
|
|
Ne
|
|
|
|
|
MJS Air-jet
|
d 1 . 5872
= - 0 0998 +
.
|
mm
|
El Moghazy (1993)
|
|
Ne
|
|
|
|
Source : Understanding the fiber-to-Yarn Conversion System
(Part II: Yarn Characteristics)
Nous constatons qu'il y à une légère
différence entre les deux formules (Peirce et de EL Moghazy). En effet,
le diamètre calculé à partir de la formule de El Moghazy a
un léger accroissement comparer avec celui de Peirce. Cette
différence augmente quand le fil devient plus fin.
2) L'importance de la détermination du
diamètre du fil
Le diamètre du fil a une influence sur l'apparence du
tissu produit. Pour un titre donné de fil avec une même
intensité de torsion, le diamètre du fil est inversement
proportionnelle à la longueur des fibres et la densité du
fil[2-8-16].
En outre, la tension du fil pendant le tricotage dépend du
diamètre du fil car ceci accentue ou minimise l'effet de frottement dans
le processus.
V- Bobinage
Le bobinage a pour rôle d'inspecter le fil, d'enlever
les défauts, de lubrifier le fil (Photo n°1 : Adjonction de
paraffine) et de bobiner le fil sur une bobine appropriée pour le
procédé suivant[18]. En tricotage, le paramètre
fil est très important pour la maîtrise de la qualité du
produit fini. Le procédé de bobinage est effectué, presque
systématiquement, pour plusieurs types de fil comme le coton, le
lambswool et par fois même pour la laine et le cachemire (Photo n°2
: Bobinage de fil sur machine à rembobiner). Cette opération
assure aussi une tension correcte de fil, et permet aussi d'uniformiser la
tension dans la bobine (Photo n°3 : Tendeur à coupelle sur machine
à bobinage).

Photo n°1 : Adjonction de paraffine sur le fil
pendant le bobinage
Source AUTEUR

Source AUTEUR

Photo n°2 : Rembobinage de fil sur machine à
bobiner
Photo n°3 : Tendeur à coupelle sur machine
à bobiner
Deuxième chapitre : Métier rectiligne
manuel à double fonture
I- Généralité
En général, nous distinguons quatre types de
machine à tricoter à fonctionnement mécanique ou
automatique :
- métier à tricoter rectiligne à simple
fonture ;
- métier à tricoter rectiligne à double
fontures ;
- métier à tricoter circulaire à simple
fonture ;
- métier à tricoter circulaire à double
fontures.
Les ouvrages de ces machines sont différents suivant leur
caractéristique (Annexe III : Comparaisons des métiers
rectilignes et circulaires à aiguilles à clapet).
La première machine à tricoter avec fonture
rectiligne a été fabriquée en 1862 par le
Révérend Américain Isaak Wixom Lamb et a été
brevetée en 1865 (Wikipedia).
Cette découverte a changé considérablement
le métier de tricotage. Autre fois, un métier domestique fait
manuellement à l'aide de deux aiguilles simples a été
très utilisé.
La société Floreal knitwear Madagascar utilise
le métier à tricoter rectiligne à double fonture
automatique et manuel. Selon le produit à confectionner, la
société utilise la jauge 3,5 à 14.
Les machines automatiques sont spécialement
allouées à la confection des cols et accessoires pour
vêtement (brides et « strap »). Nous pouvons recenser le model
KAUO HENG KH 323 DJ, le HONG QIMA HQM 61A et le Mantsuya 100.
Les machines manuelles sont de type « Tiger Fly ».
Elles sont utilisées pour la confection du corps, des manches (Annexe
IV : Exemple de plan démontrant le corps (dos et devant) et la
manche) et parfois des accessoires comme les poches.
Dans la suite, consacrons notre étude sur les
métiers rectilignes manuels à double fonture (jauge 10 et 12),
qui constituent d'ailleurs la majorité des machines utilisées
auprès de la société.
II- Constitution
1. Description générale
Dans la plus part des cas, le bâti d'un métier
rectiligne manuel est inventé et élaboré par
l'acquéreur des machines. En effet, les dimensions sont
différentes d'un pays à un autre et même d'une usine
à une autre.
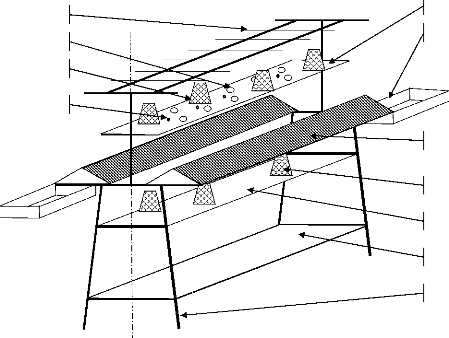
Voici le schéma d'un bâti utilisé par la
société Floreal knitwear Madagascar pour fixer notre idée
sur la tenue générale de la machine.
7
6
10
9
8
5
4
3
2
1
11
Figure n°6 : Description générale d'un
métier rectiligne manuelle utilisé par la société
Source : Auteur
Le métier est supporté par un bâti (1) ;
dans la partie inférieur du métier se trouve un première
tiroir (2) utilisé pour déposer les fils et par fois les panneaux
finis ; au dessus de ce premier tiroir se trouve le premier porte bobine (3)
pour mettre les bobines d'alimentation de dessous (4) afin de minimiser
l'encombrement ; le métier (5) proprement dit se trouve sur la partie
centrale du bâti ; à coté du métier (partie droite
du tricoteur) se trouve une petite boite (6) utiliser pour placer les
accessoires utiles pendant le tricotage ; au dessus du métier il y a le
porte bobine principal (7) avec des orifices (8) pour faire passer les fils des
bobines d'alimentation de dessous (4) et les bobines d'alimentation du dessus
(9) avec des « fixe bobine » (10) ; sur la partie supérieure
du bâti nous voyons le système de guide fil.
2. Alimentation et superstructure

3
2
10
7
5
6
4
8
9
11
Figure n°7 : Chemin du fil Source : Auteur
Tout le système de chemin du fil que nous pouvons
diviser en trois sou système est supporté par le bâti (1).
A l'arrière du métier, la bobine (3) et la porte bobine (4)
constituent le premier système ; ensuite, le deuxième est
constitué par une potence (9) munie des dispositifs suivants :
- un oeillet de guidage du fil à l'aplomb du cône
(4) ;
- un deuxième oeillet de guidage séparant la
première au tendeur (5) ; - un tendeur (dans notre cas à
coupelle) (6) ;
- un rappel fil (7) ;
- un oeillet de sortie (8).
En fin, le fil allant au bec fil (10) situé à
l'extremité d'un guide fil (11) est notre troisième
système.
III- Description détaillé
1. Coupe d'un métier double fonture
On voit en coupe les fontures avant (1) et arrière (2),
elle sont portées par le bâti (3), les bares de guidage des
guide-fils (4) et (5) et les bares conducteurs du chariot (6) et (7).
Le chariot est formé de deux blocs porte-cames (8) et
(9) réuni par un étrier (10). A la base du chariot, de chaque
côté, nous voyons les tenons de guidage (11). Au dessus de ce
système se trouve le guide fil (12) sur la bare de guidage des
guide-fils.

12
10
4
6
11 11
8 9
1 2
32
5
7
Figure n°8 : Coupe d'un métier à
tricoter manuelle double fonture
Source : Auteur
2. Les fontures
Le nombre et la forme des fontures ou lit d'aiguilles
caractérise le métier[11]. En effet, la fonture peut
être ronde (métier circulaire) ou droit (métier
rectiligne). De plus, quand les fontures d'un métier sont en nombre de
deux (qu'il soit rectiligne ou cyrculaire) on l'appel métier à
double fonture. Les métiers utilisés par la société
Floreal knitwear Madagascar sont des métiers rectilignes manuels
à double fonture en forme de « V » (Figure n°9 : Coupe
des deux fontures montrant l'angle formant le « V »).
La dimension de la fonture d'un métier à tricoter
determine son jauge. Sa conaissance est très important pour un tricoteur
(Annexe V : Fil par jauge).
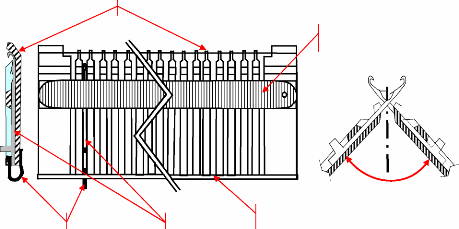
Dent d'abattage
Plaque de recouvrement aiguilles
A B C
Plaque de recouvrement
ressorts
Ressort
Aiguille
Figure n°9 : A : Emplacement d'une aiguille dans
une rainure /B : Disposition des aiguilles dans une fonture sous la plaque de
recouvrement /C : Coupe des deux fontures montrant l'angle formant le « V
»
Source : Auteur
3. Les aiguilles
Plusieurs types d'aiguilles sont utilisées pour le
tricotage selon la caractéristique et la spécificité des
machines[11-10-18]. Il y a l'aiguille à bec, l'aiguille
à coulisse et l'aiguille à clapet avec des talons carré ou
rond (figure n°10 : Aiguille à clapet avec un talon rond).
L'aiguille à clapet est la plus utilisée. Les métiers de
la société Floreal utilisent les aiguilles à clapet
à talon carrés ou ronds (figure n°11 : Aiguille à
clapet avec un talon caré).

Figure n°10 : Aiguille à clapet avec un talon
rond (Source : Auteur)

3
5 1
7
2
4 6 8
Figure n°11 : Aiguille à clapet avec un
talon carré
Source : Auteur
Une aiguille à clapet est composée d'une tige
(1) pour le maintient de l'ancienne maille, d'un crochet (2) pour la prise de
fil et la formation de la maille, d'un clapet (3) permettant l'abattage de la
maille (logée dans une rainure fraisée dans la tige (5)), d'une
liason corp-clapet relié par un rivet (4), d'un évidemmet (6)
usiné au dos de la tige de manière à éviter des
efforts trop importants sur le fil pendant l'étirage de la maille entre
le dos de l'aiguille et la pointe du clapet, d'un talon (7) permettant
grâce à des cames de mettre en mouvement les aiguilles et d'une
queue (8) pour supporter les aiguilles (partie en contact avec le ressort).
4. La porte cames et les cames
La formation de la maille sur aiguilles à clapet
nécessite les mouvements d'ascension et de chute de
l'aiguille[18]. La fonture est fixe sur la machine, les aiguilles
ont chacune la possibilité de monter et de descendre dans leur
rainure[11].
Les cames, maintenues dans des portes cames (photo n°4),
ont pour but de guider les talons des aiguilles qui émergent des
fontures et de leur appliquer les mouvements nécessaires à la
formation de la maille. Les cames peuvent être fixes, pivotantes et
à noyer. Il peuvent êtres « entaillées » ou
encore « associées » à un système de selection
jaquard. Les cames des métiers de la société sont des
cames à noyer simple (photo n°5).

Source : AUTEUR
Photo n°4 : Les cames dans le porte came Photo
n°5 : Came à noyer
La figure n°12 nous montre un plan de cames dans lequel la
came d'ascension est

divisée.
C
F
D
E
A
B
Figure n°12 : Plan de cames avec came d'ascension
divisée Source : (Auteur)
Les cames A et B sont les deux demi-cames d'ascension mobiles
individuellement. La partie suppérieure de la came d'ascension (C) est
arrondie de manière à assurer un guidage plus doux des talons
d'aiguilles et évite la projection des aiguilles hors de cames lors de
leur mouvement. Cette partie est fixe et n'entre pas en contact avec les talons
d'aiguilles sans que l'action d'une des cames A et/ou B soit assurée.
Pour plus de securité, une came chapeau ou came de surété
(F) est disposée entre les deux cames de chutes (D et E) sur leur partie
suppérieure.
5. Les autres accessoires de la porte cames
Sur la photo n°6, nous pouvons observer que la porte cames
est munis de :
- brosses (1) : ouvrent les clapets et évitent sa
fermeture accidentelle ;
- leviers d'entraînement (2) : utilisés par le
tricoteur pour activer le métier ; - commandes de cames (3) : pour
activer ou désactiver le cames à noyer ;
- écroue de réglage des cames (4) : réglage
de la longueur de fil absorber.

Source : AUTEUR
1
2
3
Photo n°6 : Porte cames
4
6. Les guides fils
Le guide fil alimente les aiguilles en fil (figure n°13).
Il doit délivrer le fil dans un angle dont le sommet est l'aiguille qui
vient de cueillir et les côtés sont d'une part le bord de la
fonture, et d'autre part, la droite passant par les becs des aiguilles qui
descendant[1 1-10].

Guide fil

Figure n°13 : Guide fil alimentant les aiguilles
(Source : Auteur)
7. Le tendeur et le rappel fil
Le tendeur a pour but d'appliquer au fil une tension optimale
pour le tricotage. La plus
part des tendeurs sont simplement basés sur le frottement
plus ou moins grand du fil sur une
surface adéquate. On dénombre plusieurs types de
tendeur (chicane et coupelle).
Les métiers de la société Floreal sont
dotés de tendeur à coupelle (Photo n°7).

Source : AUTEUR
Photo n°7 : Tendeur à coupelle
Rappel fil
Réglage de tension rappel fil
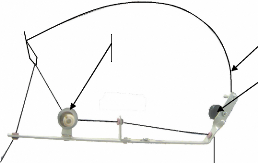
Tendeur à coupelle
Photo n°8 : Ensemble tendeur / rappel fil
(Source : Auteur)
Le rappel fil, comme nous voyons sur le photo n°8, est
une tige d'acier portant un oeillet dans la lequel passe le fil. Cette tige
d'acier sollicite continuellement l'oeillet vers le haut sous une tension
réglable.
Le rôle essentiel du rappel fil est d'absorber
l'excédent de fil débité en fin de course du chariot.
8. Les accessoires
Les outils accessoires nécessaires pour la confection
d'un produit donné dépendent de la spécificité de
ce produit. Cependant, la peigne d'enfilage, la peigne de transfert, la peigne
de sélection, les fourches de transfert, et les poids sont des outils
standards pour toutes les commandes.
a. Peignes de sélection (Photo n°9)
Les peignes de sélection sont utilisées chez les
métiers rectiligne manuels à double fonture pour faire la
selection des aiguilles mises en action et des aiguilles au repos.
Cette selection se fait tout au début de
l'opération. La photo n°9 présente une peigne de selection
côte 1 x 1 sur métier à jauge 10.

Source : AUTEUR
Source : AUTEUR
Photo n°9 : Peigne d'de selection côte Photo
n°10 : Peigne d'enfilage 1 x 1 sur métier à jauge 10
b. Peigne d'enfilage (photo n°10)
La peigne d'enfilage ou de rentrage est utilisée pour
l'enfilage du fil sur les aiguilles. Elle supporte les poids pour la traction
du tricot tricoté.
c. Peigne de transfert (Photo n°12)
Sur métier à deux fontures, le transfert d'une
fonture à une autre est un procédé courant. En effet, les
deux fontures n'entrent pas forcément en action suivant les «
classes de maille » à réaliser. Exemple, si nous tricotons
une base avec un côte 2 x 2 et le « corps » avec un simple
jersey nous avons besoins de transfert d'une fonture à une autre.
d. Fourches de transfert (Photo n°13)
Ce sont des outils très utils pour faire des effets
« fashioning » sur la bordure du col ou au niveau de la fixation du
corps (dos et/ou devant) et des manches.
e. Les poids (Photo n°11)
Les poids jouent le rôle de tirage en s'agrippant sur la
peigne de rentrage. Le tirage à pour but d'exercer une tension sur les
mailles tenues par les aiguilles pour assurer un abattage correct de l'ancienne
maille sur la nouvelle. Les poids se divisent en deux, résumé par
le tableau suivant.
Tableau n°3 : Différence en masse des deux
types de poids
|
Type de poids
|
MM
|
PM
|
GM
|
Support
|
|
Envelopper de plastique bleu
|
220g
|
244g
|
368g
|
180g
|
|
En fer
|
198g
|
406g
|
594g
|
210g
|
Source : Auteur

Source : AUTEUR
Photo n°12 : Peigne de transfert
Photo n°13 : Fourche de transfert
Source : AUTEUR
Source : AUTEUR
Photo n°11 : Les poids
| 

