étude séquentielle de danger du four 11-f1 de la raffinerie d'Arzew.par Ayat Allah Ismahene Hamza Institut de Maintenance et sécurité; industrielle de l'université d'Oran 2 - Master en hygiène et sécurité Industrielle 2019 |

Conclusion :Le four 11-F1 est une installation très sensible de l'unité Topping U11 car :
D'après l'histoire de l'accident qui s'est produit sur le four 11-F2 de l'unité Topping U11, 2010on constate que le respect des mesures de sécurité est indispensable pour la sécurité et la santé des travailleurs et devant chaque incident survenu sur le four 11-F1 il faut immédiatement l'arrêter même en cas de panne de vannes comme dans le cas ici présent et qu'il faut anticiper les événements en faisant de la maintenance périodique préventive et non 27 pas attendre jusqu'à ce que l'équipement tombe en panne soudainement comme cette vanne d'entrée du naphta lourd. L'accident de la Raffinerie de Skikda RA1/K qui a fait 3 blessés et des dommages matériels et économiques irréversibles en 1 heure, aurait pu être prévenu et par conséquent évité! Car malgré que le four 100-F1 a été récemment rénové, il fallait le maintenir et éviter de le surcharger et ne pas réduire l'encadrement (sous effectifs) sous n'importe quel contrainte. Le retour de flamme et l'explosion d'un tube de pétrole sont parmi les scénarios pouvant se produire sur un four, conduisent à des accidents industriels majeurs avec des dégâts immenses pour l'entreprise et sur la vie humaine et la santé des travailleurs. CHAPITRE IV:ANALYSE DES RISQUES LIES AU FOUR 11-F1Introduction :Dans ce chapitre nous allons d'abord procéder à l'analyse des risques liés au four 11-F1 par la méthode HAZOP, et ce à fin d'identifier les déviations possibles et les causes de défaillance prévisibles des composants du système conduisant à des événements centrales redoutés. Dans un deuxième temps, à l'aide du logiciel « Arbre Analyste » nous allons construire deux ADD (Arbres De Défaillances) pour chaque événement redouté pour déterminer l'enchainement des défaillances possibles des équipements propres au four 11-F1 et leurs probabilités d'occurrence en introduisant dans l'un, des données théoriques et dans l'autre des données pratiques. L'attribution des données théoriques expérimentales des évènements de base provient de la base de données Ourida et le site de l'IFP training pour une modélisation théorique expérimentale, cependant, après interview, les données pratiques proviennent des jugements des experts du site pour une modélisation pratique réelle, tout en retenant que certains événements élémentaires correspondent à des éléments dont la probabilité de défaillance est constante d'une part, d'autre part les équipements électroniques ne sont pas réparables contrairement aux équipements mécaniques. Les taux théoriques de défaillance, de réparation et de défaillance par sollicitation ainsi que les taux pratiques de défaillance, de réparation et de défaillance par sollicitation sont présentés dans l'annexe IV. Après nous allons interpréter les résultats obtenus en identifiant l'état du système par comparaison entre les deux types de données, les données expérimentales et les données réelles. Dans un deuxième temps, nous allons faire l'application des réseaux bayésiens à l'aide du logiciel AgenaRisk sur le cas de figure des données réelles. L'étude est faite pour un temps de mission allant jusqu'à un an soit 8760 heures. Au final nous allons déterminer le niveau de risque associé à chaque événement indésirable après l'avoir caractérisé par évaluation de ses dommages potentiels et estimation de sa probabilité d'occurrence. 28 Identification des risques liés au four 11-F1 par la méthode HAZOP : 29 Tableau IV.1: Tableau HAZOP
30 Tableau IV.1: Tableau HAZOP
31 Tableau IV.1: Tableau HAZOP
32 Tableau IV.1: Tableau HAZOP
33 Tableau IV.1: Tableau HAZOP
34 Tableau IV.1: Tableau HAZOP
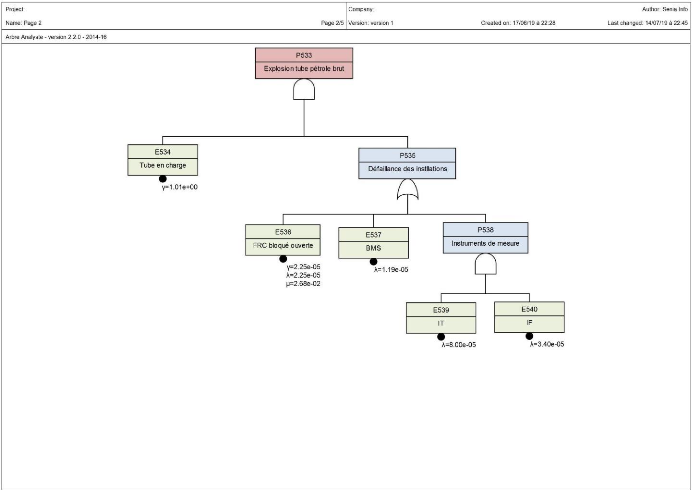
35 Scénarios retenus pour la modélisation : La gravité des dommages ont conduit à choisir l'explosion d'un tube de pétrole brut et l'explosion d'un nuage de fuel gaz à l'intérieur de la chambre de combustion, la surpression du four 11-F1 ainsi que le retour de flamme à l'entrée des bruleurs comme événements centraux redoutés. Modélisation des scénarios par le logiciel Arbre Analyste : 1er scenario : Explosion du tube de pétrole brut : L'explosion du tube de pétrole brut est dut à au tube de pétrole brut qui est en charge et à la défaillance des installations qui sont soit la vanne de contrôle et de régulation de débit qui est bloqué ouverte ou le BMS (le Burner Management System) ou les instruments de mesure (instrument de mesure de la température ou de débit). Résultats de la modélisation expérimentale
36
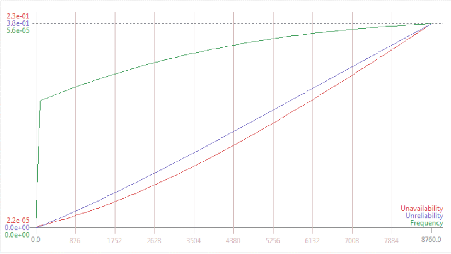
37 Figure IV.5: Courbe du manque de fiabilité du système
Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du four augmente dans le temps pour atteindre une valeur maximale de 2.3 * 10-1, en parallèle l'indisponibilité du four augmente pour atteindre une valeur de 3.8 * 10-1, quand à la fréquence de l'événement redouté « explosion du tube de pétrole brut » est augment subitement sur l'intervalle {0h-876h] puis progressivement jusqu'à atteindre 3.6* 10-5. Tableau IV.3: Résumé exécutif
38 Analyse du tableau IV.3 : Le taux de défaillance du four par apport au scénario « explosion du tube de pétrole brut » est 0.217. Le manque de fiabilité du système sur une année augmente jusqu'à atteindre 0.38. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 4746 h. Tableau IV.4: CIF (Facteurs d'Importance Critique) Le tableau ci-dessous contient les grandeurs du CIF (Facteur d'Importance Critique) de chacun des événements de base contribuant à l'événement redouté et qui sont :
Tableau IV.5: Coupes minimales et leurs ordres
Résultats de la modélisation réelle
39
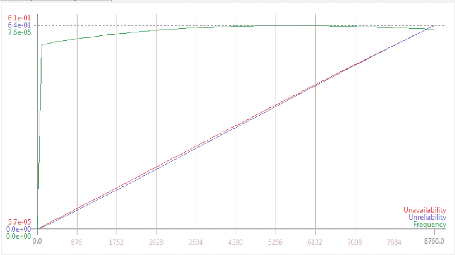
40 Figure IV.7: Courbe du manque de fiabilité du système
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du four augmente dans le temps pour atteindre une valeur maximale de 6.4 * 10-1, en parallèle l'indisponibité du four augmente pour atteindre une valeur de 6.1 * 10-1, quand à la fréquence de l'événement redouté « explosion du tube de pétrole brut » est augment subitement sur l'intervalle {0h-876h] puis progressivement jusqu'à atteindre 7.6* 10-5. Tableau IV.6: Résumé exécutif
41 Analyse du tableau IV.6 : Le taux de défaillance du four par apport au scénario « explosion du tube de pétrole brut » est 0.926. Le manque de fiabilité du système sur une année augmente jusqu'à atteindre une valeur maximale de 6.4 * 10-9. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 8630 h. Tableau IV.7: Facteurs d'importance
Tableau IV.8: Coupes minimales et leurs ordres
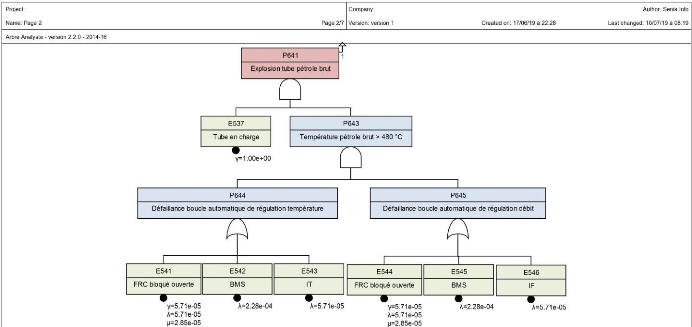
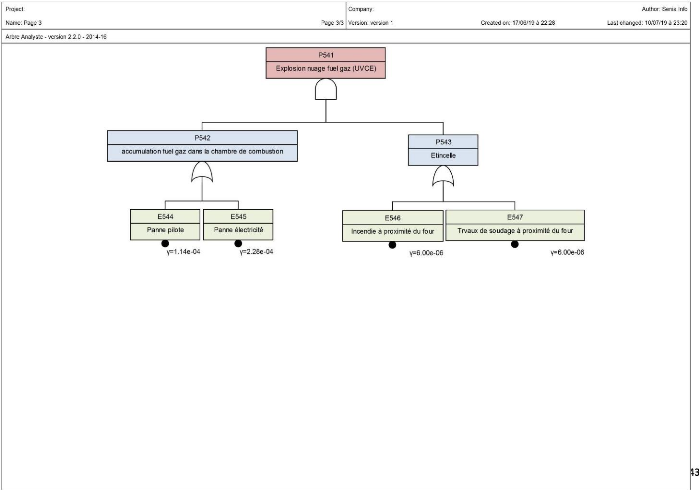
Comparaison : La probabilité de défaillance du four 11-F1 : La probabilité de défaillance du four 11-F1 à partir des données théoriques est inférieure au taux de défaillance par apport aux données pratiques (0.217 < 0.926). System unreliability (Manque de fiabilité) : Le manque de fiabilité du système à partir du modèle théorique est inférieur à celui du modèle pratique (0.38 < 1). 42 Les coupes minimales : Les probabilités des coupes minimales à partir des données théoriques sont faibles par apport à celles des données pratiques. A partir des données théoriques, la probabilité de la coupe minimale (E534.E539.E540) pour provoquer l'explosion du tube de pétrole brut est la plus élevée, contrairement aux données pratiques, la probabilité de la coupe minimale (E537.E754) est la plus élevée. Le CIF (Facteurs d'Importance Critique): A partir des données théoriques et pratiques, la probabilité pour que le tube de pétrole brut qui était en charge ait provoqué l'explosion du tube de pétrole brut est la plus élevée et elle est égale à 1 donc forcément au moment de l'explosion les tubes de pétrole brut étaient en charge et c'est l'événement le plus critique. Interprétation des résultats : Le taux de défaillance et le manque de fiabilité, ainsi que les probabilités des coupes minimales plus élevées par apport à la normale indiquent qu'il est en état dégradé. La coupe minimale (E537.E754) à partir des données pratiques est la combinaison des événements sur les quelles il est le plus intéressant de faire de la maintenance préventive et correctives pour atteindre la probabilité de la coupe minimale (E534.E539.E540) à partir des données théoriques. A partir des données pratiques, le facteur d'importance critique nous indique que l'événement « tube de pétrole brut en charge» est le meilleur candidat pour les efforts visant à améliorer la fiabilité du système et éviter son explosion. 2ème scénario : Explosion du nuage de fuel gaz à l'intérieur de la chambre de combustion : L'explosion d'un nuage de fuel gaz est dût à l'accumulation du fuel gaz dans la chambre de combustion et à l'inflammation de ce nuage de gaz. L'accumulation du nuage de fuel gaz dans la chambre de combustion est dût soit à la perte d'alimentation électrique soit à l'extinction de la flamme du bruleur en cas où il tombe en panne. L'étincelle peut être provoquée soit par un incendie à proximité du four, soit par des travaux de soudage. Résultats de la modélisation expérimentale
44 Figure IV.11: Courbe du manque de fiabilité du système
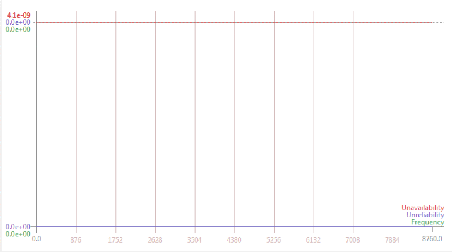
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du four ainsi que la fréquence du scénario « explosion d'un nuage de fuel gaz » n'apparaissent pas puisque nous avons entré des valeurs constantes des événements de base, de même pour l'indisponibilité du four elle est constante sur l'intervalle [0h - 8760 h] et est égale à 4.1 * 10-9. Tableau IV.9: Résumé exécutif
Analyse du tableau IV.9 : Le taux de défaillance du four par apport au scénario « explosion d'un nuage de fuel gaz » est 4.1 * 10-9. 45 System unreliability (le manque de fiabilité du système et le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») sur 8760 h sont indéterminés parce que les probabilités des événements de base suivent une loi constante. Tableau IV.10: CIF (Facteur d'Importance Critique)
Tableau IV.11: Coupes minimales et leurs ordres
Résultats de la modélisation réelle
47 Figure IV.13: Courbe du manque du manque de fiabilité du système
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du four ainsi que la fréquence du scénario « explosion d'un nuage de fuel gaz » n'apparaissent pas puisque nous avons entré des valeurs constantes des événements de base, de même pour l'indisponibilité du four elle est constante sur l'intervalle [0h - 8760 h] et est égale à 8.2 * 10-8. Tableau IV.12: Résumé exécutif
Analyse du tableau IV.12 : Le taux de défaillance du four par apport au scénario « explosion d'un nuage de fuel » est 8.24* 10-8. 48 System unreliability (le manque de fiabilité du système et le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») sur 8760 h sont indéterminés parce que les probabilités des événements de base suivent une loi constante. Tableau IV.13: CIF (Facteur d'Importance Critique)
Tableau IV.14: Coupes minimales et leurs ordres
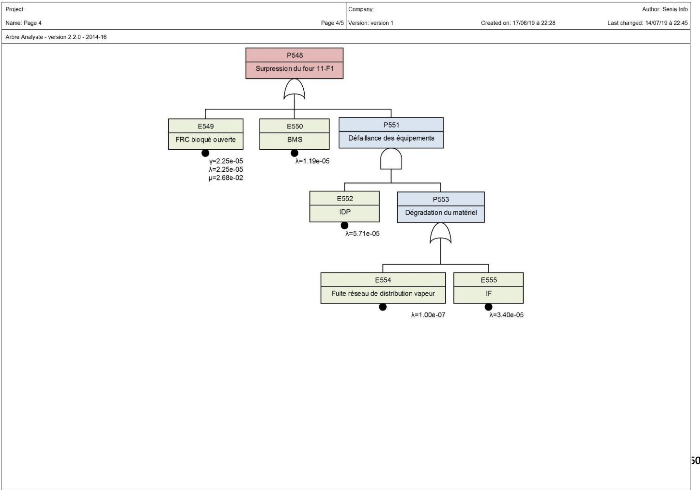
Comparaison : La probabilité de défaillance du four 11-F1 : La probabilité de défaillance du four 11-F1 à partir des données théoriques est dix fois moins inférieure que le taux de défaillance par apport aux données pratiques (4.1*10-9 < 8.24*10-8). Les coupes minimales : Les probabilités des coupes minimales à partir des données théoriques sont dix fois plus faibles par apport à celle des données pratiques. A partir des données théoriques, les probabilités des coupes minimales (E545.E547) et (E545.E546) pour provoquer l'explosion du nuage de gaz sont les plus élevées, contrairement aux coupes minimales à partir des données pratiques, la coupe minimale (E484.E486) est la plus probable. 49 Le CIF (Facteurs d'Importance Critique): A partir des données théoriques, la probabilité pour que la panne d'électricité ait provoqué l'explosion du nuage de fuel gaz est la plus élevée, contrairement aux données pratiques, les travaux de soudage ont la plus grande part d'importance. Dans le cas de figure des données pratiques, l'événement « travaux de soudage à proximité du four 11-F1 » est l'événement le plus critique. Interprétation des résultats : Le taux de défaillance et le manque de fiabilité, ainsi que les probabilités des coupes minimales plus élevées par apport à la normale indiquent qu'il est en état très dégradé. Les coupes minimales (E484.E486) à partir des données pratiques est la combinaison des événements sur lesquelles il est le plus intéressant de faire de la maintenance préventive et corrective pour atteindre la probabilité de la coupe minimale (E545.E547) à partir des données théoriques. A partir des données pratiques, le facteur d'importance critique nous indique que l'événement «Travaux de soudage à proximité du four 11-F1 » est le meilleur candidat pour les efforts visant à améliorer la fiabilité du système et éviter son explosion. 3ème scenario : Surpression du four 11-F1 : La surpression du four 11-F1 est dût soit à la b=vanne de con trole et de régulation de débit FRC qui est bloqué ouverte ou bien à la défaillance du BMS (Burner management system) qui déclenche le four ou bien à la défaillance des équipements qui sont l'indicateur de différence de pression IDP et soit à une fuite du réseau de distribution de vapeur soit à la défaillance de l'indicateur de débit IF.
Résultats de la modélisation expérimentale
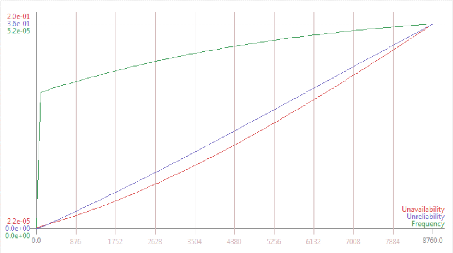
51 Figure IV.18: Courbe du manque de fiabilité du système
Unreliability (manque de fiabilité) Unvailability (indisponibilité) Frequency (fréquence) : Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du four augmente dans le temps pour atteindre une valeur maximale de 3.6 * 10-1, en parallèle l'indisponibité du four augmente pour atteindre une valeur de 2 * 10-1, quand à la fréquence de l'événement redouté « surpression du four » elle augmente subitement sur l'intervalle {0h-876h] puis progressivement jusqu'à atteindre 5.2* 10-5. Tableau IV.15: Résumé exécutif Probability: 0.191 System unreliability: 0.355 System MTTR 4462 Results Analyse du tableau IV.15 : Le taux de défaillance du four par apport au scénario « surpression du four » est 0.191. 52 Le manque de fiabilité du système sur une année augmente jusqu'à atteindre une valeur maximale de 0.355. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 4462 heures. Tableau IV.16: CIF (Facteurs d'Importance Critique)
Tableau IV.17: Coupes minimales et leurs ordres
Résultats de la modélisation réelle
54 Figure IV.20: Courbe du manque de fiabilité du système
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 4380 h], l'indisponibité du système augmente en même temps que le manque de fiabilité du four pour atteindre une valeur maximale de 1 et restent constants à cette valeur, donc il ne sera plus fiable et disponible après 4380 heures de travail, quand à la fréquence de l'événement redouté « surpression du four » elle augmente subitement sur l'intervalle {0h-876h] puis progressivement jusqu'à atteindre 2.8* 10-4. Tableau IV.18: Résumé exécutif Results Probability: 0.944 System unreliability: 0.998 System MTTR 8633 55 Analyse du tableau IV.18 : Le taux de défaillance du four par apport au scénario « surpression du four » est 0.944, donc c'est certain qu'il se produit sur une année. Le manque de fiabilité du système sur une année augmente jusqu'à atteindre une valeur maximale de 0.998, donc au bout d'une année le four 11-F1 ne sera plus en état fiable pour accomplir sa mission de chauffage du pétrole brut. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 8633 heures. Tableau IV.19: CIF (Facteurs d'Importance Critique)
Tableau IV.20: Coupes minimales et leurs ordres
Comparaison : Probabilité de défaillance du four 11-F1 : La probabilité de défaillance du four 11-F1 à partir des données théoriques est moins inférieure que le taux de défaillance par apport aux données pratiques (0.191 < 0.944). System unreliability (Manque de fiabilité) : Le manque de fiabilité du système à partir du modèle théorique est inférieur à celui du modèle pratique (0.355 < 0.998). 56 Les coupes minimales : Les probabilités des coupes minimales à partir des données théoriques sont dix fois plus faibles par apport à celles des données pratiques. A partir des données théoriques, la probabilité de la coupe minimale (E552.E555) pour provoquer la surpression du four 11-F1 est la plus élevée, contrairement aux coupes minimales à partir des données pratiques, la coupe minimale E836 est la plus probable. Le CIF (Facteurs d'Importance Critique): A partir des données théoriques, la probabilité pour que l'IDP ait provoqué la surpression du four 11-F1 conduisant à son explosion est la plus élevée, contrairement aux données pratiques, la défaillance du BMS a la plus grande part. Dans le cas de figure des données pratiques, l'événement « défaillance du BMS » est l'événement le plus critique. Interprétation des résultats : Le taux de défaillance et le manque de fiabilité, ainsi que les probabilités des coupes minimales plus élevées que la normale du four par apport à la normale indiquent qu'il est en état dégradé. Les coupes minimales (E836) à partir des données pratiques est la combinaison des événements sur lesquels il est le plus intéressant de faire de la maintenance préventive et corrective pour atteindre la probabilité de la coupe minimale (E552.E555) à partir des données théoriques. A partir des données pratiques, le facteur d'importance critique nous indique que l'événement « défaillance du BMS » » est le meilleur candidat pour les efforts visant à améliorer la fiabilité du système et éviter son explosion. 4ème scénario : Retour de flamme à l'entrée des bruleurs : Le retour de flammes à l'entrée des bruleurs est dût à la réalisation de tout les événements qui sont : la FRC est resté bloquée partiellement ouverte, la défaillance du BLS (Burner Management System), la défaillance du IF, et que la flamme d'un ilote est restée allumée, et soit une fuite d'un conduite de fuel gaz qui s'est produite soit à la défaillance d'une pompe P1 ou P2.
Résultats de la modélisation expérimentale
58 Figure IV.22: Courbe du manque de fiabilité du système
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du système augmente en fur et à mesure jusqu'à atteindre une valeur de 5.8 * 10-7. L'indisponibilité du four augmente quand à elle pour atteindre une valeur maximale de 3*10-9. La fréquence de l'événement redouté « retour de flamme à l'entrée des bruleurs » elle augmente dans le temps pour atteindre une valeur de 1.9* 10-10. Tableau IV.21: Résumé exécutif
59 Analyse du tableau IV.21 : Le taux de défaillance du four par apport au scénario « retour de flammes à l'entrée des bruleurs » est 2.95*10-9. Le manque de fiabilité du système sur une année augmente jusqu'à atteindre une valeur maximale de 5.95 * 10-7. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 44.47 heures. Tableau IV.22: CIF (Facteurs d'Importance Critique)
Tableau IV.23: Coupes minimales et leurs ordres
Flamme pilote allumée Fuite conduite fuel gaz E560 E562 60
Résultats de la modélisation réelle
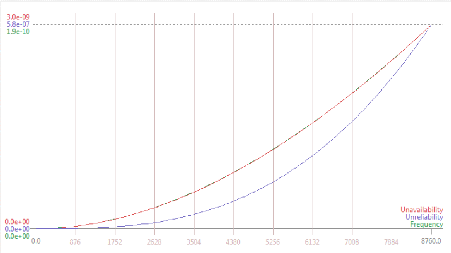
62 Figure IV.24: Courbe du manque de fiabilité du système
: Analyse de la courbe du manque de fiabilité du système : Sur l'intervalle [0h - 8760 h], le manque de fiabilité du système augmente en fur et à mesure jusqu'à atteindre une valeur de 9.5 * 10-2 L'indisponibité du four augmente quand à elle pour atteindre une valeur maximale de 8.4 * 10-2. La fréquence de l'événement redouté « retour de flamme à l'entrée des bruleurs » elle augmente dans le temps pour atteindre une valeur de 2.8* 10-5. Tableau IV.24: Résumé exécutif Results
System MTTR 7717 63 Analyse du tableau IV.24 : Le taux de défaillance du four par apport au scénario « retour de flammes à l'entrée des bruleurs » est 8.25 *10-2. Le manque de fiabilité du système sur une année augmente jusqu'à atteindre une valeur maximale de 9.52 * 10-2. Le MTTR (« Mean Time de Reaper » ou « temps moyen de réparation ») est égale à 7717 heures. Tableau IV.25: CIF (Facteur d'Importance Critique)
Tableau IV.26: Coupes minimales et leurs ordres
64 Comparaison : Probabilité de défaillance du four 11-F1 : La probabilité de défaillance du four 11-F1 à partir des données théoriques est 10000000 moins inférieure que le taux de défaillance par apport aux données pratiques (2.95*10-9 < 0.0825). System unreliability (Manque de fiabilité) : Le manque de fiabilité du système à partir du modèle théorique 100000000 est inférieur à celui du modèle pratique (2.82*10-7 < 0.0952). Les coupes minimales : Les probabilités des coupes minimales à partir des données théoriques sont 100000000 plus faibles par apport à celles des données pratiques. A partir des données théoriques et pratiques, la combinaison des événements « FRC bloqué partiellement ouverte » et la « défaillance du BMS » et la « défaillance de l'IF » et la « flamme du pilote allumé » et la défaillance de soit « pompe P1 » ou la « pompe P2 » est la plus probable pour provoquer le retour de flamme. Le CIF (Facteurs d'Importance Critique): A partir des données théoriques et pratiques, les probabilités de la « FRC bloqué partiellement ouverte » et la « défaillance du BMS » et la « défaillance du IF » et la « flamme du pilote allumé » sont les plus élevés et sont certains puisque qu'elles sont égales à 1, ceux sont les événements les plus critiques. Interprétation des résultats : Le taux de défaillance et le manque de fiabilité, ainsi que les probabilités des coupes minimales plus élevées par apport à la normale indiquent qu'il est en état très dangereux. Les deux coupes minimales citées précédemment par apport aux données pratiques, sont les combinaisons des événements sur lesquels il est le plus intéressant de faire de la maintenance préventive et corrective pour atteindre la probabilité des coupes minimales qui sont à partir des données théoriques. A partir des données pratiques, les facteurs d'importance critique nous indiquent que les événements « FRC bloqué partiellement ouverte » et « défaillance BMS » et « défaillance IF » et « flamme du pilote allumé » sont les meilleurs candidats pour les efforts visant à améliorer la fiabilité du système et éviter son explosion. 65 Simulation réelle des scénarios par le logiciel AgenaRisk : Simulation des probabilités d'occurrence des événements des sommets arbres : Simulation des Scénarios : Après avoir identifié les causes les plus probables de ces quatre scénarios à partir des CIF par utilisation des taux de défaillance réels, nous allons maintenant voir les probabilités d'occurrence réelles de ces événements dangereux. La quantification réelle des événements de base prise de l'avis des experts du site est donnée dans l'annexe V.
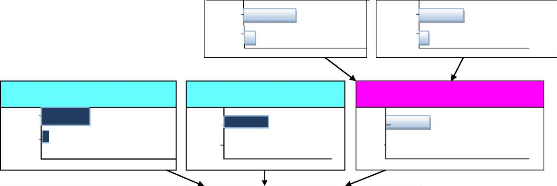
Figure IV.25: Simulation à priori de l'explosion d'un tube de pétrole brut IT IF Simulation de l'explosion du tube de pétrole brut Explosion tube petrole brut True False 99.312 % True True False False FRC bloquee ouverte Tube en charge 4 % 15 % 85 % 96 % False True True False True 6 % False 2 % Defaillance des installations BMS 98 % 17.2 % 94 % 82 % False True True 10 % False Instruments de mesures 99.4 % 90 % 66 Simulation de l'explosion du nuage de fuel gaz
Panne pilote Panne electricite Incendie a proximite du four Travaux de soudage False False 99 % 95 % True True 5 % False 90 % True 10 % 20 % True False 80 % Etincelle Accumulation fuel gaz
5.95 % True False 94.05 %
72 % False 28 % True
False True 1.666 % 98.334 % 67 Figure IV.26: Simulation à priori de l'explosion d'un nuage de fuel gaz Explosion nuage fuel gaz (UVCE) Simulation de la surpression du four 11-F1
IF
True 4% False 96 %
False 90 % True 10 %
False 86.4 % True 13.6 % Degradation du materiel IDP False True 20 % 80 %
Defaillance des installations False 97 97.28 % 2.72 % True BMS False 98 True 2 % 98 %
False 85 % FRC bloquee ouverte 15 % True Figure IV.27: Simulation à priori de la surpression du four 11-F1
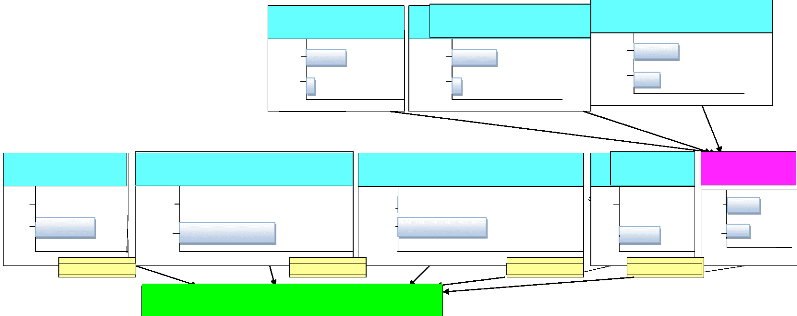
81.034 % False True 18.966 % 68 Surpression du four 11F1 Figure IV.28: Simulation à priori du retour de flammes Simulation du retour de flammes
FRC bloquee Accumulation fuel gaz Panne electricite Incendie a proximite du four Travaux de soudage False False 97 % False 80 % 80 % True 20 % True 3 % True 20 % Etincelle False 10 % True Flamme pilote 10 % 90 % Degradation du False True 37.92 % 62.08 % 90 % True False True False 85 % 15 % False True 2 % 98 % 69
False True 99.99 % Explosion nuage fuel gaz (UVCE) Interprétation des résultats : La probabilité d'avoir :
Simulation des défiabilités totales des maillons faibles du système : Dans cette partie, nous allons voir l'influence des principales causes des quatre types d'accident étudiés et montrer dans quelles proportions augmentent ces risques d'explosion et retour de flamme quand les défiabilités de ces événements de base sont portés à 1. 70 Simulation des scénarios :
True False 17.2 % 82.8 % Figure IV.29: Simulation à postériori de l'explosion du tube de pétrole brut Simulation de l'explosion du tube de pétrole brut
False 94 % False 90 % True 6 % True 10 % FRC bloquee ouverte BMS Instruments de mesures True False 15 % 85 % False True 2 % 98 % False True 99.4 % Tube en charge
True False Scenario 1 : true 100 % True False 17.2 % 82.8 % 71 Explosion tube petrole brut Figure IV.30: Simulation à postériori de l'explosion d'un nuage de fuel gaz Simulation de l'explosion du nuage de fuel gaz
Etincelle False 28 % True 72 % 100 % True False 10 % 90 % False True Panne electricite False 20 % True Incendie a proximite du four False 95 % True Travaux de soudage False 100 % Scenario 1 : true 80 % 5 % True Panne pilote Accumulation fuel gaz 72
False True 28 % 72 % Explosion nuage fuel gaz (UVCE) Simulation de la surpression du four 11-F1 Fuite reseau de distribution vapeur
False 96 % 4% True IF
False 90 % True 10 % BMS
IDP 80 % True 20 %
Degradation du materiel
False 86.4 % True 13.6 %
Defaillance des installations False True 2.72 % 97 .28 % FRC bloquee ouverte False 85 % 15 % True Scenario 1 : true Figure IV.31: Simulation à postériori de la surpression du four 11-F1
18966 % False True 100 % 73 Surpression du four 11F1 Figure IV.32: Simulation à postériori du retour de flammes à l'entrée des bruleurs Simulation du retour de flammes
True False FRC bloquee Scenario 1 : true 100 % False True Defaillance BMS Explosion nuage fuel gaz (UVCE) False True 100 % Scenario 1 : true Panne electricite 3 % 97 % True False True False Incendie a proximite du four Etincelle 20 % 100 % 80 % Scenario 1 : true F True lse 80 % True 20 % False Flamme pilote allume Scenario 1 : true Travaux de soudage 100 % T rue Fa lse Degradation du materiel 37.92 % 62.08 %
False True 62.08 % 37.92 % 74 75 Interprétation des résultats : La probabilité pour que :
1 Matrice d'évaluation des risques : Après analyse des scénarios « le retour de flamme » et « l'explosion du tube de pétrole brut » mentionnée dans la partie de l'analyse des accidents et retour d'expérience nous plaçons les quatre scénarios étudiés précédemment dans la grille de criticité-probabilité-gravité conformément aux critères d'évaluation des niveaux de probabilité - gravité utilisés au quotidien dans l'industrie présentés dans l'annexe VI. 76
Figure IV.33: Matrice d'évaluation des risques Synthèse et évaluation : Après diagnostic des résultats obtenus à l'aide du logiciel Arbre Analyste et à fin d'éviter :
77 4) Le retour de flamme, nous recommandons vivement l'installation de deux « coupes feux », reliés chacun à un débitmètre à l'entrée des bruleurs, en cas où l'un sera en panne l'autre prendra la relève. Après simulation par utilisation du logiciel AgenaRisk, nous pouvant déduire que :
La matrice de criticité nous révèle que le scénario « retour de flamme » situés dans la zone rouge de risque élevé inacceptable nécessitent la prise de mesures urgentes pour réduire ces risques à un niveau acceptable. Quand aux scénarios « explosion du tube de pétrole brut », « explosion du nuage de fuel gaz » et « surpression du four 11-F1 » situés dans la zone ALARP (niveau le plus faible qu'il soit raisonnablement pratique d'atteindre), ils nécessitent la mise en place de mesures réduisant le niveau de probabilité ou de gravité, sinon des mesures de prévention doivent être mises en place à fin de maintenir ces risques à ce niveau. Par ailleurs, les interventions de maintenance corrective et préventive sur le BMS, la FRC, le IF et le pilote sont prioritaires par apport à ceux qui sont sur le tube de pétrole brut et les travaux de soudage, puisque les risques de retour de flamme et de surpression du four sont plus élevés que les risques d'explosion du tube de pétrole brut et d'explosion d'un nuage de fuel gaz. 78 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||