V. Inoculation de la fonte
A. Effet pré-conditionneur
L'ajout de FeSi dans la fonte durant le circuit métal
permet de préparer l'arrivée des nodules de graphite par la
dissémination de centres de germination afin de favoriser au maximum la
précipitation du plus grand nombre de nodules possibles afin d'avoir une
microstructure la plus fine possible.
Pré-conditionner le métal, revient à
venir placer sur le bain décrassé une charge de FeSi afin
d'uniformiser le pouvoir le potentiel de nucléation du bain
[14]. Une granulométrie adéquate est requise pour
permettre une dissolution rapide.
Dans cette étape, l'ajout s'élève à
0.1% de Si.
B. La Pré-inoculation
L'ajout, en termes de Si, se situe entre 0.2 et 0.4%. La
charge ajoutée n'apporte pas forcément que du silicium. C'est
à cette étape où l'on ajoute le magnésium pour la
production de fonte ductile, par exemple.
L'effet recherché du magnésium, en plus
d'augmenter le nombre de germes, est de contrer l'effet carburigène du
magnésium et d'ajuster le taux de silicium voulu dans l'alliage final.
De plus le mélange de FeSiMg permet de limiter la violence de la
réaction de la sublimation du Mg et donc augmenter le temps que passent
les bulles de Mg dans le bain. Le rendement en magnésium.
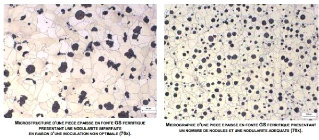
Figure 12 : Comparaison de deux fontes l'une
inoculée correctement et l'autre non
17
C. Inoculation en poche
Suite à la violence du traitement de
sphéroïdisation. Une fraction non négligeable de germes
initialement présents dans le bain se retrouve dissoute ou
emprisonnés dans les crasses. On ajoute donc du FeSi dans la poche de
coulée afin de restaurer le potentiel de germination du bain avant
coulée.
VI. Conclusion
L'ajout de FeSi dans la fonte est une étape immuable du
cycle de production de l'alliage. La consommation de cet alliage en fonderie
est donc une grande source de dépenses. La maîtrise des rendements
des corrections en Silicium est donc une nécessité
pécuniaire due aux augmentations du prix à la tonne de
Ferro-alliage qui ne cesse d'augmenter.
En fonction de la réaction voulue, la nature du produit
à utiliser peut s'avérer très différent d'un cas
à l'autre. Un produit mal utilisé peut avoir une réaction
néfaste aussi bien financièrement que métallurgiquement
parlant.
Dans le cas où la seule finalité de l'ajout de
FeSi recherché est l'apport de silicium. Seront
préféré :
Un FeSi 75 pour une introduction en four. En poche, on risque
une diminution du rendement due à la décantation de particules de
FeSi infondues dans les crasses.
Pour une introduction en poche, on préfèrera un
FeSi 60 dont le point de fusion inférieur permet de diminuer le taux de
FeSi qui se retrouvera emprisonnés dans les crasses sur le bain.
Pour une inoculation avant coulée afin de favoriser la
précipitation de graphite. Ici le temps qui sépare l'inoculation
et la coulée est important car Ch. Wang et H. Fredriksson [4] nous
apprennent que l'inoculation donne lieu à la précipitation de
carbure de silicium et de graphite qui se redissoudront à la suite du
FeSi.
Pour éviter l'évanouissement total des
particules qui favoriseront la précipitation d'un graphite plus fin car
il y aura plus de centre de germination présents.
18
Dans le cas où l'on produit de la fonte à
graphite sphéroïdal où l'inoculation suivra où sera
simultanée à l'ajout de magnésium. Le Silicium et le
magnésium ont des effets contraires sur la microstructure.
Là où le silicium favorise la
précipitation du graphite et empêche la fragilisation de la fonte.
Le magnésium favorise la combinaison de fer avec le carbone, phase
très dure qui fragilise la microstructure.
Le taux de soufre libre devra donc être
contrôlé et limité par l'ajout de manganèse afin de
l'empêcher d'accaparer trop de magnésium. Ce qui pousserait
l'opérateur à forcer sur le taux de magnésium à
ajouter dans l'alliage et de ce fait booster aussi le taux de silicium. La
structure serait alors potentiellement fragilisée par un taux de
silicium trop important.
Pour conclure, Le silicium est un élément
indispensable dans la fonte quelle que soit son utilisation. Son taux doit
être suffisant pour apporter une contribution suffisamment efficace, tout
en restant sous les limites maximales où son effet risque de devenir
néfaste. Sans oublier de faire attention aux temps qui sépares
inoculation et coulée afin de prévenir tout effet
d'évanouissement d'autant plus vrai pour les traitements couplés
au magnésium.
19
1 Documents internes
2 Maurice BURTEAUX, Haut fourneau -
Théorie, DOSSIER Techniques De l'Ingénieur l'expertise
technique et scientifique de référence, m7400, 10/10/1991
3 H. Fredriksson, Inoculation of iron-base Alloys,
Materials Science and engineering 65, p 137 - 144,
1984
4 Ch. Wang et H. Fredriksson, On the mechanism
of inoculation of cast iron melts, Proc; 48th int. Foundry
Congress, Verna, 1981, 16pp
5 S.A. Argyropoulos, Exothermic phenomena in
liquid steel, Iron & steelmakerISSN 0275-8687, vol. 23, no7, 1996, pp.
65-80
6 S. A. Argyropoulos, R. I. L. Guthrie, The
Exothermic Dissolution of 50 wt.% Ferro-Silicon in Molten Steel, Canadian
Metallurgical Quarterly, Vol 18, 1979, pp 267-281
7 Arthur F. Spengler, Practical Methods for the
Control of the Inclusion Content in Ductile Iron, Ductile Iron
news Issue 1, 2002
8 J. R. Lampman, A. T. Peters, Ferroalloys and
Other Additives to Liquid Iron and Steel, ASTM International, 1 janv.
1981
9 W.J. Yuan, Characterization of the evaluation of
the solid solubility of Si in sintered Fe-Si alloys using DSC technique,
Materials Characterization Volume 58, Issue 4, April 2007, Pages 376-379
10 Fabrication de la fonte à graphite
sphéroïdal par les procédés au magnésium,
CTIF division des fontes, janvier 1969, indice de classification
idéologique : E04.00 B216
11 M. Hecht, Le traitement au magnésium en
vue de la sphéroïdisation du graphite, CTIF, Septembre
1990
12 M. Bazdar, H.R. Abbasi, A.H. Yaghtin, J.
Rassizadehghani, Effect of sulfur on graphite aspect ratio and tensile
properties in compacted graphite irons, Journal of Materials Processing
Technology 209, 2009, 1701-1705
13 C. Gatellier M. Olette, Aspects fondamentaux des
réactions entre éléments métalliques et
éléments non métalliques dans les aciers liquides,
Mémoires Techniques IRSID, juin 1979
14 P.-M. Cabanne et M. Gagné, Inoculer
une fonte GS : Pourquoi? Comment?, Services Techniques - Sorelmetal,
Suggestions pour la production de la fonte GS, Septembre 2010
| 

